
Wärmeleitendes Epoxidharz
Durch die Kombination von exklusiven Cotronics® Harzen und Härtern mit speziellen Füllstoffen haben wir die für bestimmte Anwendungen erforderliche elektrische Leitfähigkeit erreicht. Diese Klebstoffe haften auf Glas, Keramik, Metallen und Kunststoffen. Sie besitzen eine ausgezeichnete Beständigkeit gegenüber Chemikalien und Lösungsmitteln.
Die wärmeleitenden Schichten, die mit diesen Produkten erzeugt werden, können in der Elektronik, zum Fixieren von Transistoren, Heiz- und Kühlkörpern, von Photovoltaikelementen, keramischen Montagesockeln usw. verwendet werden.
-
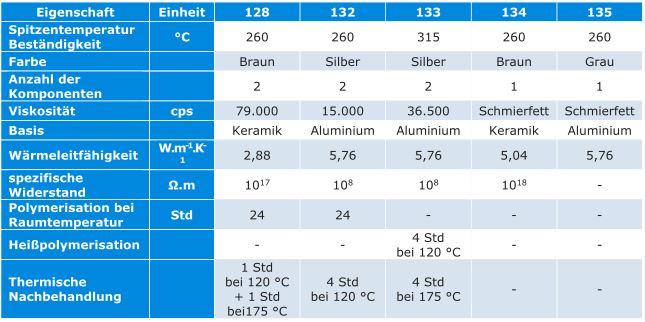
Duralco® 128: Mit keramischem Füllstoff, besitzt eine hohe Durchschlagsfestigkeit. Polymerisiert bei Raumtemperatur und ist hitzebeständig bis 260 °C.
-
Duralco® 132: Mit Aluminiumfüllstoff, bildet einen ausgezeichneten Wärmetauscher. Polymerisiert bei Raumtemperatur und ist hitzebeständig bis 260 °C.
-
Duralco® 133: Ebenfalls mit Aluminiumfüllstoff, verfügt über das beste organische Cotronics-Harz. Hitzebeständig bis 315 °C nach einem vorherigen Glühen bei 180 °C.
-
Duralco® 134: Ein wärmeleitfähiges, nicht härtendes, elektrisch isolierendes Schmierfett, das schichtweise zwischen Komponenten und Heizkörpern aufgetragen werden kann. Lässt sich dank seiner Konsistenz leicht ersetzen.
-
Duralco® 135: Ähnlich wie bei Duralco® 134 wird der keramische Füllstoff durch ein feines Aluminiumpulver ersetzt, das die Wärmeleitfähigkeit verbessert.
Technische Daten der elektrisch leitfähigen Epoxidharze
Ratschläge für die Verarbeitung der hochtemperaturbeständigen Epoxidharze.
Allgemeine Informationen: Cotronics®-Epoxide
Diese hochleistungsfähigen Spezialprodukte werden nach gemeinsamen Methoden auf Basis allgemeiner Prinzipien spezifiziert und hergestellt, aus denen sich ihre Ähnlichkeiten ergeben; sie unterscheiden sich voneinander durch:
- die Anzahl der Komponenten (1 oder 2)
- etwaige zusätzliche Füllstoffe
- ihre Polymerisation, bei Raumtemperatur oder durch Vorwärmen (bis zu 120 °C)
Ein bisschen Chemie
Epoxidharze sind Mischungen aus organischen Stoffen, meist Oligomere, die mehr als eine Epoxidgruppe pro Molekül enthalten. In den Cotronics®, Duralco® und Durapot® Produkten wird Novalac-Harz verarbeitet; dieses wird durch Kondensationsreaktionen in saurem Milieu (wodurch sie katalysiert werden) zwischen Phenol- oder Kresolradikalen einerseits und Formaldehyd andererseits gehärtet.
Als Härter verwenden wir:
- Amine für Systeme, die bei Raumtemperatur polymerisieren
- Säureanhydride für Systeme, die bei höheren Temperaturen polymerisieren
- BF3-Amin-Komplex für Ein-Komponenten-Systeme
Bei der chemischen Aushärtung entsteht durch die Polymerisationsreaktionen eine Verbindung, die durch ihre dreidimensionale Molekularstruktur unschmelzbar und unlöslich wird.
Da sich diese Reaktionen stöchiometrisch verhalten, ist es für die Qualität des Ergebnisses entscheidend, dass die Mischungsverhältnisse exakt eingehalten werden.
Durch die Verwendung von Füllstoffen lassen sich bestimmte Eigenschaften wie die thermische oder elektrische Leitfähigkeit oder die mechanische Festigkeit verändern. Ein Füllstoff wie Silber (Duralco® 118, 120, 124) ermöglicht elektrisch leitende Verbindungen, während ein Füllstoff aus Aluminiumoxid (Duralco® 4400, 4700) wärmeleitenden Verklebungen schafft, die sich jedoch wie elektrische Isolatoren verhalten.
Ein- und Zweikomponenten
Zweikomponentenharze haben eine bessere Haltbarkeit bei Raumtemperatur; sie besitzen generell bessere mechanische Eigenschaften und bieten eine große Bandbreite an thermischen Eigenschaften und anderen physikalischen Parametern.
Der Hauptvorteil eines Einkomponentensystems besteht darin, es nicht unter Beachtung eines exakten Mischungsverhältnisses anmischen zu müssen; andererseits verändert sich die Konsistenz solcher Systeme (Viskosität, Thixotropie) während der Lagerung bei Raumtemperatur langsam.
Man kann ein Zweikomponentenprodukt grundsätzlich schon bei der Herstellung mischen, aber in diesem Fall muss sofort auf -40 °C abkühlen. So erhält man einen Einkomponentenkleber, der bei -40 °C gelagert werden muss. Die Haltbarkeit eines solchen Produkts unter diesen Bedingungen beträgt bis zu einem Jahr.
Temperaturspannen
Epoxid- und Polyamidharze sind organische Gemische, die sich bei hohen Temperaturen zersetzen und verdampfen.
Die Tabellen enthalten verschiedene Temperaturangaben:
- Maximale Dauergebrauchstemperatur
- Grenztemperatur vor Verformung
- Gebrauchsabhängiger Gewichtsverlust
Maximale Anwendungstemperatur
Das ist die Temperatur, die zu einem Gewichtsverlust von 2 % pro 24 Stunden führt. Für viele Anwendungen ist diese Grenze praktisch vorstellbar; es ist nicht möglich, sie länger als einige Tage zu überschreiten, ohne dass das Harz Schaden nimmt. Härte und Klebkraft werden bei Annäherung an dieses Limit deutlich reduziert. Wenn das Harz ein Jahr lang unter Beibehaltung all seiner Eigenschaften stabil bleiben soll, muss dieses Limit um 20-80 °C gesenkt werden.
Grenztemperatur vor Verformung
Dieses Limit ist niedriger als das vorherige. Es dient als Anhaltspunkt, um die mechanische Verformung des Harzes frühzeitig zu vermeiden.
Reißfestigkeit
Zwei miteinander verklebte Pads werden einer Zugspannung parallel zu ihren Ebenen ausgesetzt, bis die Verbindung reißt.
Als Reißfestigkeit wird der Höchstwert der Kraft im Verhältnis zur Dicke der Verklebung bezeichnet. Sie wird in verschiedenen Einheiten angegeben: PSI (pounds per square inch), N/cm², kPa/cm² (Kilopascal) usw.
Diese Einheiten entsprechen sich wie folgt:
- 1 PSI = 0,6894 N/cm² = 0,00703 kPa/cm²
- 1 MPa = 10² N/cm²
Flüssigkeitsretention
Die Feuchtigkeitsbeständigkeit ist ein Maß für das Potenzial des ausgehärteten Harzes, Wasser zu binden. Man misst die Gewichtsänderung des Harzes, das für eine bestimmte Zeit bei einer konstanten Temperatur direkt in Wasser eingetaucht wird; dieser Wert wird in Gewichtsprozent angegeben. So kann man das Verhalten verschiedener Materialien bei Feuchtigkeit vergleichen.
Konsistenz
Die Konsistenz der gegenwärtig erhältlichen Epoxide variiert von flüssig bis fest (formstabil, hochviskos oder thixotrop). Harze ohne Füllstoffe lassen sich gut durch eine Messung ihrer Viskosität charakterisieren, die ihre Fließneigung in Millipascal.Sekunden (mPa.s) oder Centipoise (cps)- angibt.
Beispiel
- Wasser...................... 1,7 mPa.s
- Glyzerin ............ 1499 bis 1700 mPa.s
- Öl...................... 300 bis 3000 mPa.s
- Époxyd.............. 100 bis 4000 mPa.s
Bei Harzen mit Füllstoffen ist diese Angabe etwas heikler; der Füllstoff erhöht oder verringert die Thixotropie: Hier handelt es sich um pastöse Produkte. Diese thixotropen Produkte sind durch ihren „formstabilen“ Zustand in Ruhe gekennzeichnet, der durch mechanische Beanspruchung (Bewegung, Volumenabnahme) in einen viskosen, fließnahen Zustand überführt werden kann.
Beispiele für ein solches Verhalten sind weiche Butter oder Eiscreme; sie sind in Ruhe formstabil, fließen jedoch begrenzt, wenn sie z. B. mit einem Löffel gehandhabt werden. Die Konsistenz der Harze mit Füllstoffen lässt sich somit besser mit einer Skala folgender Art beschreiben: pastös, aber fließfähig, thixotrop, stark thixotrop, thixotrop pastös usw. Die Angabe eines Viskositätsmaßes liefert in der Regel keine weiteren Aufschlüsse.
Die Rolle des „Füllstoffs“
Harze mit und ohne Füllstoffe weisen grundlegende Unterschiede auf.
Wärmeleitende Harze
Als Füllstoff können Aluminiumoxid, Silber, Nickel oder Aluminium verwendet werden. Der Füllstoff macht zwischen 60 und 75 % des Harzgewichts aus. Die meistverwendeten Harze haben Aluminiumoxid als Füllstoff. Denn das Metall, das in den anderen Produkten als Füllstoff verwendet wird, verleiht ihnen eine bessere Wärmeleitfähigkeit, führt aber dazu, dass sie ihre elektrisch isolierende Eigenschaft verlieren.
Die Wahl der Wärmeleitfähigkeit des Harzes orientiert sich oft an dem Wert, den man für den Wärmewiderstand beim Kontakt zwischen dem Harz und den zu verbindenden Teilen erhält. Es ist daher sinnvoller und praktischer, den Wärmewiderstand aller Komponenten zu vergleichen, als allein auf die Wärmeleitfähigkeit des Epoxidharzes zu setzen.
Ungefüllte Harze
Sie haben ein breites Anwendungsspektrum, insbesondere für die Verklebung von Glas, Lichtwellenleitern usw.
Brechungsindex
Bei den meisten Harzen liegt der Brechungsindex bei etwa n = 1,5. Mit einem Spezialtyp kann man einen Wert n = 1,4 erreichen. Dieser vergleichsweise niedrigere Index als Klebstoff ermöglicht Totalreflexionen an Stellen, an denen Kunststoff beschädigt würde oder nicht verwendet werden könnte.
Schwindung
Diese Klebstoffe schrumpfen bei Hitze. Dieser Volumenverlust kann zu Spannungen und in schweren Fällen sogar zu Rissen führen. Die Intensität der Spannungen hängt hauptsächlich von der Art des verwendeten Harzes ab. Es ist wünschenswert, dass diese keinerlei Lösungsmittel enthält. Denn wenn das Harz während der Aushärtung nicht durch Lösemittel beeinflusst wird, bleibt die Schwindung gering (weniger als 1%). Bei sehr dünnen Schichten kommt es während der Polymerisation manchmal zu einem vollständigen Abblättern.
Verwendungstechniken
Die in der Industrie am häufigsten verwendete Konsistenz ist die thixotrope Paste. Bei der Herstellung feinerer Strukturen werden flüssige Harze verwendet. Am häufigsten kommen die folgenden Verwendungstechniken zum Einsatz:
Siebdruck
Eine Rakel drückt das Harz durch ein Nylon- oder Stahlsieb. Das Sieb hat an seiner Unterseite eine Siebmaske, die wie eine Schablone fungiert, damit sich die Harzkörner, die durch das Sieb gedrückt werden, nur in die freien Stellen legen. Das Substrat befindet sich 0,5 bis 1 mm unterhalb des Siebs. Wenn die Rakel gezogen wird, berührt das Sieb das Substrat und das Epoxid legt sich dort ab. Für „gefüllte“ Harze werden Siebe mit 180 bis 325 Maschen pro Zoll (70 bis 128 Maschen pro cm) verwendet, die je nach der Korngröße des verwendeten Epoxids ausgewählt werden. Sofern die Lösungsmittelfreiheit sowie die Topfzeit eingehalten werden, kann die Herstellung einer Verbindung mit dieser Technik mehrere Tage dauern (sie variiert natürlich je nach verwendetem Harz). Diese Technik eignet sich hervorragend für das präzise Verkleben von ebenen Oberflächen in der Massenproduktion.
Stempelverfahren
Zunächst muss eine dünne Harzschicht vorbereitet werden (Dicke 200 bis 300 µm). Durch das Aufbringen eines Metallstempels auf dieser Schicht wird etwa die Hälfte des Epoxids (100 bis 150 µm) entfernt. Nach dem Auftragen auf den zu verklebenden Untergrund bleibt nur eine Schicht von 50 bis 75 µm übrig. Das zweite Teil der geplanten Verbindung kann dann mit dem erforderlichen Druck auf die vorbereitete Klebestelle aufgebracht werden. Der Kleber wird an mehreren separaten Stellen aufgetragen, um ein Netzwerk zu bilden, das die Teile verbindet. Durch die Anpassung der Größe des Stempels an die Formen der besagten Teile, erhält man eine perfekte Verklebung, selbst von winkeligen Teilen. Dank dieser äußerst präzisen Technik können selbst von Hand Produktionsraten von 600 bis 800 Stück pro Stunde erwartet werden. Es gibt Präparate, die hinsichtlich ihrer Thixotropie und Viskosität speziell für diese Technik entwickelt wurden. Hier ist ferner von Bedeutung, dass sich keine Dehnungsfäden bilden, wenn der Druckstempel vom Harz gelöst wird.
Dispensen
Für dieses Verfahren wird eine sehr kleine Menge Klebstoff (z. B. 5 cm3) verwendet, der sich in einer Patrone befindet. Diese Patrone ist an der unteren Öffnung mit einer Dosierpipette ausgestattet ist. Die Regelung von Volumen, Durchfluss und Druck erfolgt mit Hilfe eines Druckluftsystems. Mit dieser Steuerung lässt sich die Menge des ausgestoßenen Klebers genau dosieren. Diese Methode kann manuell oder automatisch eingesetzt werden.
Auftrag mit dem Spatel
Natürlich kann man das Harz auch von Hand mit einem kleinen Spatel auf der zu verklebenden Fläche Auftragen. Trotz ihrer Ungenauigkeit kann diese Methode bei der Suche nach Lösungen, bei der Produktion von sehr kleinen Serien oder auch bei Reparaturen nützlich sein.
Zentrifugieren
Scheibenförmige Teile können durch Zentrifugieren sehr gleichmäßig beschichtet werden. Dazu wird das Werkstück mittels Vakuums auf einem rotierenden Zylinder gehalten und das Harz wird auf die Scheibe aufgetragen, während sich der Zylinder mit hoher Geschwindigkeit dreht. Die Zentrifugalkraft verteilt das Epoxidprodukt nach außen und erzeugt so einen Film mit sehr gleichmäßiger Dicke auf der Oberfläche.
Auswahl, Zubereitung
Wahl eines Harzes
Bei der Wahl eines Hochleistungs-Epoxidharzprodukts für eine bestimmte Anwendung sind immer eine Vielzahl von Faktoren zu berücksichtigen. Zwei grundlegende Dinge müssen bei diesen Überlegungen von Anfang an bedacht werden:
- Welche Technik kann bei der Produktion eingesetzt werden? Welche Techniken sind dagegen unmöglich? Welche Taktzeiten erlaubt das Harz? Auf welche Höchsttemperatur können die anderen Teile während des Aushärtungsprozesses erhitzt werden?
- Welche besonderen Spezifikationen muss das ausgehärtete Harz in der vorgesehenen Verwendung erfüllen?
Aus der Antwort auf die erste Frage ergeben sich die zu bestellenden und zu lagernden Mengen. Aber die Verarbeitungsmethode und die Arbeitsorganisation sind ausschlaggebend für die Wahl der Konsistenz, der Viskosität und vielleicht sogar des Aushärtungszyklus.
Anhand der Spezifikationen, die sich aus der Beantwortung der zweiten Frage ergeben, sind anschließend folgende Parameter zu berücksichtigen:
- Welche Leitfähigkeit (thermisch, elektrisch)?
- Welche maximale Gebrauchstemperatur?
- Welche mechanische Festigkeit?
- Wie Feuchtigkeitsbeständigkeit?
- Welche Temperaturwechselbeständigkeit?
- Welche Temperaturzyklusbeständigkeit?
- Welche optischen Qualitäten?
- Welche Materialien kommen damit in Berührung?
- Welches Lastenheft (NASA usw.)?
Da jeder Fall ein Einzelfall ist, ist die endgültige Wahl oft ein Kompromiss zwischen all diesen Anforderungen.
Wir beraten Sie gerne und stehen Ihnen mit unserem Fachwissen zur Seite.
Vorsichtsmaßnahmen, Zubereitung
Lagerung
Die Temperatur muss zwischen 20 und 25 °C bleiben. Es muss sichergestellt werden, dass die Verpackungen dauerhaft verschlossen sind, damit die flüchtigen Bestandteile der Produkte intakt bleiben. Unter diesen Bedingungen wird die angekündigte Haltbarkeitsdauer eingehalten. Die meisten Produkte können jedoch deutlich länger aufbewahrt werden. Der akzeptable Qualitätsverlust wird durch den Zustand des Harzes bestimmt: Als Faustregel gilt, dass ein Harz so lange in gutem Zustand ist, wie es sich verarbeiten lässt.
Bei einem Einkomponenten-Produkt kann die übliche Haltbarkeitsdauer von 6 Monaten deutlich verlängert werden, wenn es gekühlt (2-7 °C) gelagert wird. Man sollte daran denken, es mindestens einen Tag vor dem Gebrauch aus der Kühlung zu nehmen, ohne jedoch die Verpackung zu öffnen. Dabei ist besonders auf die Kondensation auf dem Deckel zu achten, die eine Zerstörung des Epoxids verursachen könnte.
Zubereitung des Harzes
Das Epoxidharz muss gründlich angemischt werden. Bei zwei Komponenten wird empfohlen, jede Komponente zunächst einzeln zu verrühren. Es sollte darauf geachtet werden, dass weder durch dieses Vorrühren noch durch das Mischen zu viele Luftblasen, und seien sie noch so klein, entstehen und eingeschlossen werden.
Durch Erhitzen des Harzes auf 35-50 °C wird seine Viskosität deutlich verringert (er verhält sich dann wie Motoröl), was das Rühren und Vermischen erleichtern kann. Dabei ist zu bedenken, dass eine solche Vorgehensweise die Topfzeit verkürzt, so dass die Arbeit schnell erledigt werden muss.
Vorbereitung der Oberflächen
Vor dem Verkleben müssen alle Kleberreste, Staub, Öl, Fett und Schmutz von der zu verklebenden Oberfläche entfernt werden. Bei Ölen und Fetten werden gute Ergebnisse mit organischen Lösungsmitteln wie Aceton, Ethanol, MEC (Methylethylketon) erzielt.
Diese Reinigung der Oberfläche verbessert die Haftung des Harzes. Dieses haftet im Allgemeinen gut auf Metallen (außer Chrom und Titan), aber auch auf Glas, Keramik und Kunststoffen. Bei letzteren kann es erforderlich sein, Polyolefine oder Materialien auf PTFE-Basis vorzuimprägnieren. So kann beispielsweise ein Gemisch aus Sauerstoff und Schwefelhexafluorid verwendet werden.
Polymerisation
Sie sollte nach den Anweisungen auf der Verpackung geführt werden. Je mehr Zeit man für die Aushärtung hat, desto besser wird das Ergebnis. Man kann die Klebkraft und die Stabilität des Produkts übrigens noch verbessern, indem man eine Verfestigung durch Erhitzen vornimmt, z. B. 4 Stunden bei 90-120 °C. Die Flüssigkeitsbeständigkeit des Endprodukts hängt stark von dieser Polymerisationstemperatur ab.
Lösen einer Klebeverbindung und Reparatur
Eine Klebeverbindung kann auf vielerlei Arten gelöst werden:
- Mittels Wärme
- Mechanisch
- Mit einem speziellen Lösungsmittel (Dichloromethan) usw.
Für die Reparatur einer Klebeverbindung wird am häufigsten Wärme verwendet. Am wirksamsten ist es, einen Heißluftstrom direkt auf die zu reparierende Stelle zu richten. Diese lokalisierte Erhitzung sorgt dafür, dass die anderen Teile davon unberührt bleiben und Temperaturen bis 350 °C denkbar sind. Natürlich kann man auch, wenn die Verbindung völlig zerstört ist, neuen Klebstoff auftragen und ihn mit dieser lokalen Heißluftmethode aushärten.
Das Lösen eines verklebten Teils mit einer Zange ist problematisch, da der Bruch an anderer Stelle, in einem anderen Teil und nicht im ausgehärteten Harz stattfinden kann. Diese Vorgehensweise sollte nur in bestimmten Fällen angewandt werden.
Die Verwendung von Lösungsmitteln ist so kompliziert und das Ergebnis so langwierig, dass diese Methode zum Ablösen von Teilen nur in seltenen Fällen Anwendung findet. Außerdem ist das Ergebnis oft enttäuschend.
Reinigung
Nicht polymerisierte Rückstände lassen sich leicht mit Lösungsmitteln (Aceton, Ethanol usw.) entfernen; ist das Harz bereits polymerisiert, auch nur teilweise, sind chlorhaltige Lösungsmittel wie Dichlormethan zu verwenden. Daher ist es wichtig, so schnell wie möglich zu reinigen.
Sicherheit
Die gesetzlichem Sicherheitshinweise und Vorschriften sind in den Sicherheitsdatenblättern enthalten, die Ihnen zur Verfügung stehen. Auf jeden Fall sollte man den Hautkontakt vermeiden und vor allem ständig Handschuhe tragen.
Niemals versuchen, das Harz auf der Haut mit einem organischen Lösungsmittel zu entfernen. Der Hautkontakt mit Harz oder organischen Lösungsmitteln kann zu Reizungen führen. Die Haut einfach mit Wasser und Seife reinigen, ggf. mit speziellen Handwaschpasten.

Duralco® 132 Epoxidklebstoff
Duralco® 133 Epoxidklebstoff
Duralco® 134 wärmeleitfähiges Schmierfett
Duralco® 135 wärmeleitfähiges Schmierfett