
Elektrisch leitfähiges Epoxidharz
Durch die Kombination von exklusiven Cotronics® Harzen und Härtern mit speziellen Füllstoffen haben wir die für bestimmte Anwendungen erforderliche elektrische Leitfähigkeit erreicht. Diese Klebstoffe haften auf Glas, Keramik, Metallen und Kunststoffen. Sie besitzen eine ausgezeichnete Beständigkeit gegenüber Chemikalien und Lösungsmitteln.
Die leitfähigen Schichten, die mit diesen Produkten erzeugt werden, können in der Elektronik Lötstellen ersetzen, Transistoren fixieren, Platinen reparieren, Leiterbahnen bilden usw. Ihre Aushärtung kann bei 120 °C und mehr beschleunigt werden.
-
Duralco® 120: Seine Formel garantiert eine volle Haftung bei Temperaturen von -30 °C bis +250 °C im Dauerbetrieb und bei Spitzentemperaturen von 260 °C mit Unterbrechungen. Der Füllstoff ist ein aktives, ultrafein gesiebtes Silberpulver, das eine optimale elektrische Leitfähigkeit gewährleistet. Es polymerisiert bei Raumtemperatur. Eine leichte Erhöhung der Temperatur beschleunigt den Aushärtungsprozess. Dieser Kleber haftet perfekt auf Kupfer, Stahl, Aluminium, Blei, Glas, Keramik, Kunststoffen und anderen Materialien.
-
Die leitfähigen Schichten, die mit diesem Harz erzeugt werden, können wirksam Lötstellen auf Komponenten und elektronischen Schaltungen ersetzen, Transistoren fixieren, Platinen reparieren oder Leiterbahnen bilden.
-
Duralco® 122: Kostengünstigeres Harz mit einem Füllstoff aus Nickel. Polymerisiert bei Raumtemperatur und ist hitzebeständig bis 260°C.
-
Duralco® 124: Mit Silberfüllstoff, verfügt über die Leistungsstärke des besten anorganischen Cotronics-Harzes. Polymerisiert bei Raumtemperatur und ist hitzebeständig bis 340 °C.
-
Duralco® 125: Flexibles Harz mit Silberfüllstoff. Polymerisiert bei Raumtemperatur und ist hitzebeständig bis 230 °C.
-
Duralco® 127: Dieses Harz mit Graphitfüllstoff ist das günstigste. Polymerisiert bei Raumtemperatur und ist hitzebeständig bis 200 °C.
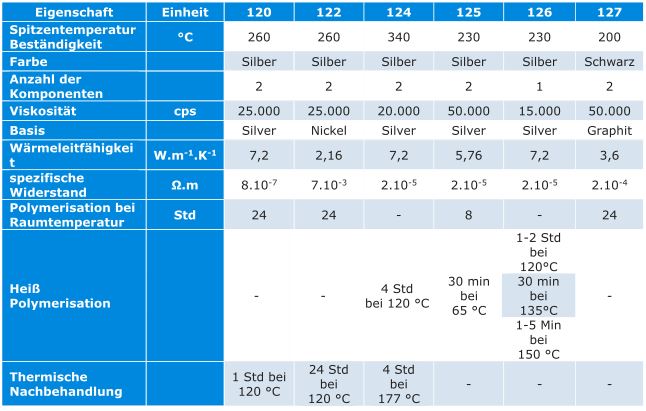
Technische Daten von Duralco 120, 122, 124, 125, 126, und 127
Ratschläge für die Verarbeitung der hochtemperaturbeständigen Epoxidharze.
Cotronics®-Epoxide im Allgemeinen
Diese hochleistungsfähigen Spezialprodukte werden nach gemeinsamen Methoden auf Basis allgemeiner Prinzipien spezifiziert und hergestellt, aus denen sich ihre Ähnlichkeiten ergeben; sie unterscheiden sich voneinander durch:
- die Anzahl der Komponenten (1 oder 2)
- etwaige zusätzliche Füllstoffe
- ihre Polymerisation, bei Raumtemperatur oder durch Vorwärmen (bis zu 120 °C)
Ein bisschen Chemie
Epoxidharze sind Mischungen aus organischen Stoffen, meist Oligomere, die mehr als eine Epoxidgruppe pro Molekül enthalten. In den Cotronics®, Duralco® und Durapot® Produkten wird Novalac-Harz verarbeitet; dieses wird durch Kondensationsreaktionen in saurem Milieu (wodurch sie katalysiert werden) zwischen Phenol- oder Kresolradikalen einerseits und Formaldehyd andererseits gehärtet.
Als Härter verwenden wir:
- Amine für Systeme, die bei Raumtemperatur polymerisieren
- Säureanhydride für Systeme, die bei höheren Temperaturen polymerisieren
- BF3-Amin-Komplex für Ein-Komponenten-Systeme
Bei der chemischen Aushärtung entsteht durch die Polymerisationsreaktionen eine Verbindung, die durch ihre dreidimensionale Molekularstruktur unschmelzbar und unlöslich wird.
Da sich diese Reaktionen stöchiometrisch verhalten, ist es für die Qualität des Ergebnisses entscheidend, dass die Mischungsverhältnisse exakt eingehalten werden.
Durch die Verwendung von Füllstoffen lassen sich bestimmte Eigenschaften wie die thermische oder elektrische Leitfähigkeit oder die mechanische Festigkeit verändern. Ein Füllstoff wie Silber (Duralco® 118, 120, 124) ermöglicht elektrisch leitende Verbindungen, während ein Füllstoff aus Aluminiumoxid (Duralco® 4400, 4700) wärmeleitenden Verklebungen schafft, die sich jedoch wie elektrische Isolatoren verhalten.
Ein- und Zweikomponenten
Zweikomponentenharze haben eine bessere Haltbarkeit bei Raumtemperatur; sie besitzen generell bessere mechanische Eigenschaften und bieten eine große Bandbreite an thermischen Eigenschaften und anderen physikalischen Parametern.
Der Hauptvorteil eines Einkomponentensystems besteht darin, es nicht unter Beachtung eines exakten Mischungsverhältnisses anmischen zu müssen; andererseits verändert sich die Konsistenz solcher Systeme (Viskosität, Thixotropie) während der Lagerung bei Raumtemperatur langsam.
Man kann ein Zweikomponentenprodukt grundsätzlich schon bei der Herstellung mischen, muss es in diesem Fall aber sofort auf -40 °C abkühlen. So erhält man einen Einkomponentenkleber, der bei -40 °C gelagert werden muss. Die Haltbarkeit eines solchen Produkts unter diesen Bedingungen beträgt bis zu einem Jahr.
Topfzeit
Mit diesem Begriff bezeichnet man die Zeit, in der ein Zweikomponentenprodukt nach dem Anmischen verarbeitet werden kann (oder ein Einkomponentenprodukt aufgetaut werden kann), ohne dass seine Verarbeitungsfähigkeit beeinträchtigt wird.
Bei einem Einkomponentenkleber sind Topf- und Lagerzeit ähnlich. Zu Beginn dieser Zeit ist bei einigen Harzen eine langsame Verdunstung zu beobachten, die ebenfalls zu einer leichten Veränderung der Viskosität und Thixotropie führt. Die Topfzeit ist vorbei, wenn das Harz nicht mehr verwendet (dosiert, gewogen usw.) werden kann.
Die Zubereitungstechniken und Anwendungen beeinflussen ebenfalls die Möglichkeiten, ein Harz mit seiner optimalen Viskosität zu verwenden. Die Topfzeit hängt also nicht nur vom Harz und seiner Zusammensetzung ab, sondern auch von der Verarbeitungstechnik. Je nachdem, wie ein bestimmtes Material bearbeitet (bzw. gelagert) wird, kann die Topfzeit (bei Raumtemperatur) zwischen einem Tag und einer Woche variieren. Daher sollten die angegebenen Topfzeiten lediglich als Richtwerte betrachtet werden. Man beachte auch, dass sich während dieser Dauer die Viskosität der Produkte verdoppeln kann. Bei den meisten Verarbeitungsverfahren ist diese Verdoppelung problemlos tolerierbar.
Die Topfzeiten bei Raumtemperatur von Zweikomponentenprodukten liegen zwischen einigen Stunden und einer Woche und mehr. Eine besondere Kühlung wird jedoch nicht empfohlen, da sie keinerlei Vorteile bringt und da die Komponenten kristallisieren könnten.
Lagerung
Zwingend durchgehend bei einer Temperatur von -40 °C lagern.
Erhitzen
Öffnen Sie die Patronen, bevor Sie sie auf Raumtemperatur bringen. Kondenswasser muss von den Öffnungen ferngehalten werden. Das Harz danach auf keinen Fall wieder kühlen!
Beispiel
Zum Auftauen einer Patrone mit 3 cm3 Harz mit Silberfüllstoff H20E. Von -40 °C bis 20 °C mit warmer Luft bei 25 °C, 20 Minuten Auftauen, 200 % Sicherheit: 1 Stunde.
Auslieferung
Die Kälte wird durch einen Transport auf Trockeneis (-78 °C) gewährleistet. Beim Empfang muss noch mindestens ein Kilogramm Trockeneis vorhanden sein. Harz und Trockeneis sind mit Isolierhandschuhen zu handhaben; direkter Kontakt mit Wasser oder anderen Lösungsmitteln könnte das Harz zerstören.
Eigenschaft der Oberflächen
Die Anwendungsflächen müssen frei von Verunreinigungen, Staub, Öl oder Lösungsmittelresten sein, um eine optimale Verklebung zu gewährleisten.
Polymerisationszyklus, Aushärtung
Der Aushärtungszyklus besteht aus einer Reihe von Temperaturstufen, die ein Harz durchlaufen muss, damit es korrekt polymerisiert. Für jedes Produkt sind mehrere Kombinationen von Temperaturkurven bzw. Haltezeiten möglich, wodurch sie für verschiedene Anwendungen einsetzbar sind.
Die Temperaturstufen hängen auch von der gewählten Art der Vorbereitung ab (Lufterhitzung, Umluftofen, Heizplatte usw.). Grundsätzlich gewährleistet ein kurzes Erhitzen bei hohen Temperaturen eine vollständige Aushärtung und bietet die beste Beständigkeit gegen Wasser, Gase und andere Flüssigkeiten. Bei (elektrisch oder thermisch) leitenden Harzen sorgen die gleichen Verfahren für den geringstmöglichen Widerstand.
Aber diese hohe Temperatur lässt die Harze natürlich in jedem Fall spröder werden.
Eine Polymerisation bei niedrigeren Temperaturen und mit längeren Erwärmungszeiten wird dem Harz nicht die höchsten physikalischen, elektrischen oder thermischen Eigenschaften verleihen. Jedoch bleibt es flexibler und kann so die wechselnden thermomechanischen Spannungen, die durch die Ausdehnung der mit diesem Harz verklebten Materialien entstehen, besser aufnehmen.
Die in den Spezifikationen der Verbindungsstoffe genannten Temperaturkurven und Verweilzeiten sollten daher eher als Vorschläge denn als verbindliche Werte betrachtet werden. Unterschiedliche Erhitzungsbedingungen führen zu einer Veränderung der Eigenschaften des polymerisierten Produkts. Die optimalen Aushärtungsbedingungen hängen von der jeweiligen Anwendung ab und werden empirisch ermittelt.
Eine ausgezeichnete, aber langwierige Technik ist das stufenweise Aushärten. Hervorragende Ergebnisse lassen sich schon beim ersten Ansatz erzielen, wenn man die Produkte unabhängig von der Anwendung so verwendet, wie sie auf den Verpackungen beschrieben ist. Das auf der Verpackung beschriebene Verfahren stellt den bestmöglichen ersten Versuch dar. In zahlreichen industriellen Anwendungen können die vorgeschlagenen Polymerisationsschritte wahrscheinlich deutlich reduziert werden.
N.B.: Man kann nie zu viel aushärten!
Da der Zusammenhang zwischen Aushärtezeit und -temperatur exponentiell ist, sollte man sich folgende Faustregel merken: Bei etwa 100 °C verdoppelt eine Reduzierung der Temperatur um 10 °C die für das gleiche Ergebnis erforderliche Aushärtezeit, während eine Temperaturerhöhung um 10 °C diese Aushärtezeit halbiert.
Temperaturspannen
Epoxid- und Polyamidharze sind organische Gemische, die sich bei hohen Temperaturen zersetzen und verdampfen.
Die Tabellen enthalten verschiedene Temperaturangaben:
- Maximale Dauergebrauchstemperatur
- Grenztemperatur vor Verformung
- Gebrauchsabhängiger Gewichtsverlust
Maximale Anwendungstemperatur
Das ist die Temperatur, die zu einem Gewichtsverlust von 2 % pro 24 Stunden führt. Für viele Anwendungen ist diese Grenze praktisch vorstellbar; es ist nicht möglich, sie länger als einige Tage zu überschreiten, ohne dass das Harz Schaden nimmt. Härte und Klebkraft werden bei Annäherung an dieses Limit deutlich reduziert. Wenn das Harz ein Jahr lang unter Beibehaltung all seiner Eigenschaften stabil bleiben soll, muss dieses Limit um 20-80 °C gesenkt werden.
Grenztemperatur vor Verformung
Dieses Limit ist niedriger als das vorherige. Es dient als Anhaltspunkt, um die mechanische Verformung des Harzes frühzeitig zu vermeiden.
Reißfestigkeit
Zwei miteinander verklebte Pads werden einer Zugspannung parallel zu ihren Ebenen ausgesetzt, bis die Verbindung reißt.
Als Reißfestigkeit wird der Höchstwert der Kraft im Verhältnis zur Dicke der Verklebung bezeichnet. Sie wird in verschiedenen Einheiten angegeben: PSI (pounds per square inch), N/cm², kPa/cm² (Kilopascal) usw.
Diese Einheiten entsprechen sich wie folgt:
- 1 PSI = 0,6894 N/cm² = 0,00703 kPa/cm²
- 1 MPa = 10² N/cm²
Flüssigkeitsretention
Die Feuchtigkeitsbeständigkeit ist ein Maß für das Potenzial des ausgehärteten Harzes, Wasser zu binden. Man misst die Gewichtsänderung des Harzes, das für eine bestimmte Zeit bei einer konstanten Temperatur direkt in Wasser eingetaucht wird; dieser Wert wird in Gewichtsprozent angegeben. So kann man das Verhalten verschiedener Materialien bei Feuchtigkeit vergleichen.
Konsistenz
Die Konsistenz der gegenwärtig erhältlichen Epoxiden variiert von flüssig bis fest (formstabil, hochviskos oder thixotrop). Harze ohne Füllstoffe lassen sich gut durch eine Messung ihrer Viskosität charakterisieren, die ihre Fließneigung in Millipascal.Sekunden (mPa.s) oder Centipoise (cps)- angibt.
Beispiel
- Wasser...................... 1,7 mPa.s
- Glyzerin ............ 1499 bis 1700 mPa.s
- Öl...................... 300 bis 3000 mPa.s
- Époxyd.............. 100 bis 4000 mPa.s
Bei Harzen mit Füllstoffen ist diese Angabe etwas heikler; der Füllstoff erhöht oder verringert die Thixotropie: Hier handelt es sich um pastöse Produkte. Diese thixotropen Produkte sind durch ihren „formstabilen“ Zustand in Ruhe gekennzeichnet, der durch mechanische Beanspruchung (Bewegung, Volumenabnahme) in einen viskosen, fließnahen Zustand überführt werden kann.
Beispiele für ein solches Verhalten sind weiche Butter oder Eiscreme; sie sind in Ruhe formstabil, fließen jedoch begrenzt, wenn sie z. B. mit einem Löffel gehandhabt werden. Die Konsistenz der Harze mit Füllstoffen lässt sich somit besser mit einer Skala folgender Art beschreiben: pastös, aber fließfähig, thixotrop, stark thixotrop, thixotrop pastös usw. Die Angabe eines Viskositätsmaßes liefert in der Regel keine weiteren Aufschlüsse.
Auswahl, Zubereitung
Wahl eines Harzes
Bei der Wahl eines Hochleistungs-Epoxidharzprodukts für eine bestimmte Anwendung sind immer eine Vielzahl von Faktoren zu berücksichtigen. Zwei grundlegende Dinge müssen bei diesen Überlegungen von Anfang an bedacht werden:
- Welche Technik kann bei der Produktion eingesetzt werden? Welche Techniken sind dagegen unmöglich? Welche Taktzeiten erlaubt das Harz? Auf welche Höchsttemperatur können die anderen Teile während des Aushärtungsprozesses erhitzt werden?
- Welche besonderen Spezifikationen muss das ausgehärtete Harz in der vorgesehenen Verwendung erfüllen?
Aus der Antwort auf die erste Frage ergeben sich die zu bestellenden und zu lagernden Mengen. Aber die Verarbeitungsmethode und die Arbeitsorganisation sind ausschlaggebend für die Wahl der Konsistenz, der Viskosität und vielleicht sogar des Aushärtungszyklus.
Anhand der Spezifikationen, die sich aus der Beantwortung der zweiten Frage ergeben, sind anschließend folgende Parameter zu berücksichtigen:
- Welche Leitfähigkeit (thermisch, elektrisch)?
- Welche maximale Gebrauchstemperatur?
- Welche mechanische Festigkeit?
- Wie Feuchtigkeitsbeständigkeit?
- Welche Temperaturwechselbeständigkeit?
- Welche Temperaturzyklusbeständigkeit?
- Welche optischen Qualitäten?
- Welche Materialien kommen damit in Berührung?
- Welches Lastenheft (NASA usw.)?
Da jeder Fall ein Einzelfall ist, ist die endgültige Wahl oft ein Kompromiss zwischen all diesen Anforderungen.
Wir beraten Sie gerne und stehen Ihnen mit unserem Fachwissen zur Seite.
Vorsichtsmaßnahmen, Zubereitung
Lagerung
Die Temperatur muss zwischen 20 °C und 25 °C bleiben. Es muss sichergestellt werden, dass die Verpackungen dauerhaft verschlossen sind, damit die flüchtigen Bestandteile der Produkte intakt bleiben. Unter diesen Bedingungen wird die angekündigte Haltbarkeitsdauer eingehalten. Die meisten Produkte können jedoch deutlich länger aufbewahrt werden. Der akzeptable Qualitätsverlust wird durch den Zustand des Harzes bestimmt: Als Faustregel gilt, dass ein Harz so lange in gutem Zustand ist, wie es sich verarbeiten lässt.
Bei einem Einkomponenten-Produkt kann die übliche Haltbarkeitsdauer von 6 Monaten deutlich verlängert werden, wenn es gekühlt (2-7 °C) gelagert wird. Man sollte daran denken, es mindestens einen Tag vor dem Gebrauch aus der Kühlung zu nehmen, ohne jedoch die Verpackung zu öffnen. Dabei ist besonders auf die Kondensation auf dem Deckel zu achten, die eine Zerstörung des Epoxids verursachen könnte.
Zubereitung des Harzes
Das Epoxidharz muss gründlich angemischt werden. Bei zwei Komponenten wird empfohlen, jede Komponente zunächst einzeln zu verrühren. Es sollte darauf geachtet werden, dass weder durch dieses Vorrühren noch durch das Mischen zu viele Luftblasen, und seien sie noch so klein, entstehen und eingeschlossen werden.
Durch Erhitzen des Harzes auf 35-50 °C wird seine Viskosität deutlich verringert (er verhält sich dann wie Motoröl), was das Rühren und Vermischen erleichtern kann. Dabei ist zu bedenken, dass eine solche Vorgehensweise die Topfzeit verkürzt, so dass die Arbeit schnell erledigt werden muss.
Vorbereitung der Oberflächen
Vor dem Verkleben müssen alle Kleberreste, Staub, Öl, Fett und Schmutz von der zu verklebenden Oberfläche entfernt werden. Bei Ölen und Fetten werden gute Ergebnisse mit organischen Lösungsmitteln wie Aceton, Ethanol, MEC (Methylethylketon) erzielt.
Diese Reinigung der Oberfläche verbessert die Haftung des Harzes. Dieses haftet im Allgemeinen gut auf Metallen (außer Chrom und Titan), aber auch auf Glas, Keramik und Kunststoffen. Bei letzteren kann es erforderlich sein, Polyolefine oder Materialien auf PTFE-Basis vorzuimprägnieren. So kann beispielsweise ein Gemisch aus Sauerstoff und Schwefelhexafluorid verwendet werden.
Polymerisation
Sie sollte nach den Anweisungen auf der Verpackung geführt werden. Je mehr Zeit man für die Aushärtung hat, desto besser wird das Ergebnis. Man kann die Klebkraft und die Stabilität des Produkts übrigens noch verbessern, indem man eine Verfestigung durch Erhitzen vornimmt, z. B. 4 Stunden bei 90-120 °C. Die Flüssigkeitsbeständigkeit des Endprodukts hängt stark von dieser Polymerisationstemperatur ab.
Lösen einer Klebeverbindung und Reparatur
Eine Klebeverbindung kann auf vielerlei Arten gelöst werden:
- Mittels Wärme
- Mechanisch
- Mit einem speziellen Lösungsmittel (Dichloromethan) usw.
Für die Reparatur einer Klebeverbindung wird am häufigsten Wärme verwendet. Am wirksamsten ist es, einen Heißluftstrom direkt auf die zu reparierende Stelle zu richten. Diese lokalisierte Erhitzung sorgt dafür, dass die anderen Teile davon unberührt bleiben und Temperaturen bis 350 °C denkbar sind.
Natürlich kann man auch, wenn die Verbindung völlig zerstört ist, neuen Klebstoff auftragen und ihn mit dieser lokalen Heißluftmethode aushärten.
Das Lösen eines verklebten Teils mit einer Zange ist problematisch, da der Bruch an anderer Stelle, in einem anderen Teil und nicht im ausgehärteten Harz stattfinden kann. Diese Vorgehensweise sollte nur in bestimmten Fällen angewandt werden.
Die Verwendung von Lösungsmitteln ist so kompliziert und das Ergebnis so langwierig, dass diese Methode zum Ablösen von Teilen nur in seltenen Fällen Anwendung findet. Außerdem ist das Ergebnis oft enttäuschend.
Sicherheit
Die gesetzlichem Sicherheitshinweise und Vorschriften sind in den Sicherheitsdatenblättern enthalten, die Ihnen zur Verfügung stehen. Auf jeden Fall sollte man den Hautkontakt vermeiden und vor allem ständig Handschuhe tragen.
Niemals versuchen, das Harz auf der Haut mit einem organischen Lösungsmittel zu entfernen. Der Hautkontakt mit Harz oder organischen Lösungsmitteln kann zu Reizungen führen. Die Haut einfach mit Wasser und Seife reinigen, ggf. mit speziellen Handwaschpasten.

Duralco® 120 Epoxidklebstoff

Duralco® 122 Epoxidklebstoff
Duralco® 124 Epoxidklebstoff

Duralco® 125 Epoxidklebstoff